铜和铜合金点焊工艺
发布时间:2020/06/17
只有采用由钼或钨制成的电极,或在铜电极与工件间垫有不锈钢绝热垫片
时,才可能进行铜的点焊。但工件表面遭受破坏,因而在工业上未被采用。
铜合金焊接性取决于其物理性质和化学成分,导电性愈好,点焊愈困难。铜镍合金(例
如 B30 白铜的导电率只有紫铜的 8%)和硅青铜(例如 Qsi1-3 和 Qsi3-1 硅青铜的导电率分
别为紫青铜的 7%和 12%)都很容易点焊。H62 黄铜的导电率为紫铜的 25%,则较难焊,
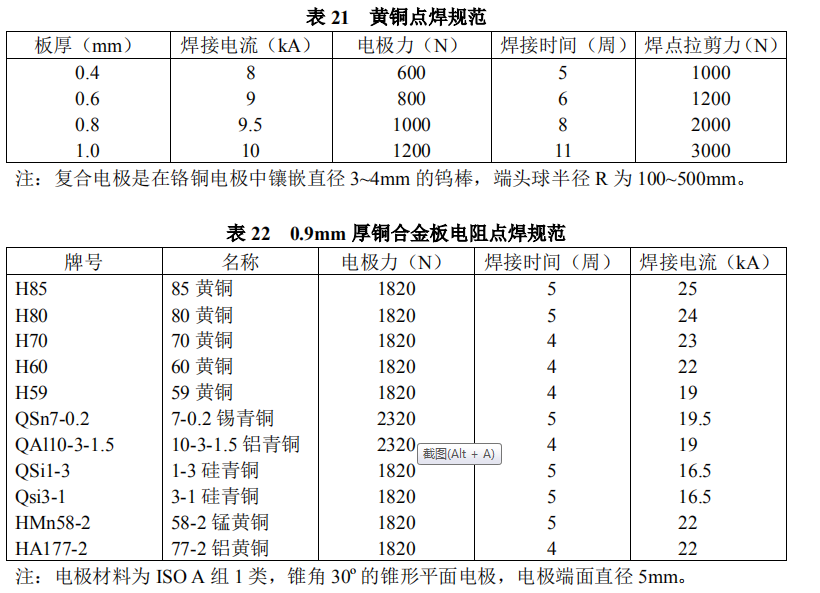
一般加热时间应小于 10~20 周。与焊接同厚度的低碳钢相比,所需电流要增大 50%,而焊
机功率增大 100%。表 21 为用复合电极点焊黄铜的规范,表 22 为各种铜合金点焊规范