加强筋龙门多焊机的设计结构
发布时间:2018/11/07
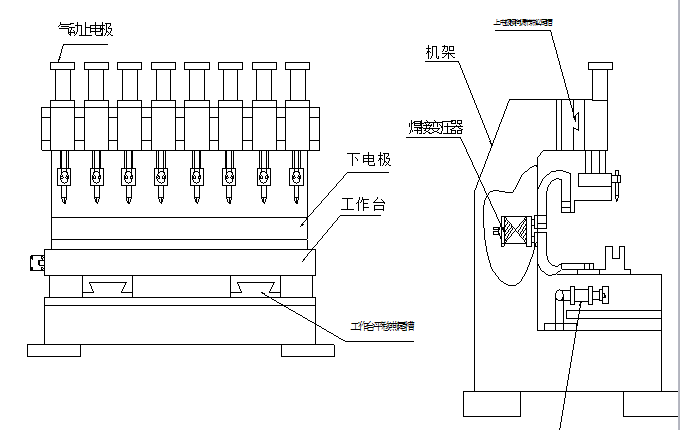
加强筋龙门点焊机基本结构
龙门点焊机的结构如下图所示,机架用钢板拼焊而成为“C”型,以保证有足够的钢度,便于操作人员的上料和卸料,配有8个气动式上电极,每个电极可以在机架上电极安装梁上的燕尾槽上左右调节点距,下电极安装在工作台上,用于对加强筋的定位和焊接,工作台有一个平移的距离,由气缸推动,保证在加强筋的一边焊接完成后。能自动地进行加强筋另一排焊点的焊接。
多点焊机配有8个50KVA的逆变中频点焊机焊接变压器,采用双面馈电的方式,每一个焊接变压器每次工作只焊一个焊点,克服多点焊机每一个焊点电流不匀的缺点。保证所有焊点质量的一致性和稳定性,每个变压器都由一个点焊控制箱控制工艺参数。工艺参数都独立可调,这8台焊接变压器分别较均匀地接入三相电网上,避免焊接时对电网负荷的冲击。根据用户电网容量,这8台龙门点焊机焊接变压器可以同时工作或分别轮流工作。
可以平移的工作台上,除安装有下电极外,还有平板的定位销,以保证加强筋与平板的位置尺寸,这机械定位销有一定的移动距离,以适应不同尺寸的平板。
整个龙门点焊机为气动,供气压力≥0.5Mpa
整个龙门点焊机为内循环水冷,冷却水压力为≥0.2Mpa.
整个龙门点焊机具有一个程序控制系统,主要由PLC控制,各个电极自动按设定的程序动作。