
减振器支架焊接中频点焊机设计方案
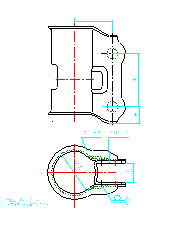
- 工件结构:连接板总成
- 对被焊件的要求:
- 材料:
- 无明显油污、锈迹等。
- 焊机的基本结构:
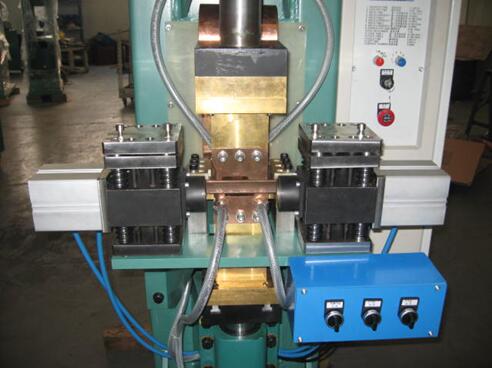
1、采用中频SMD-60-C的特点:
焊接电源采用一套SMD-60-C中频逆变直流焊接电源, 微电脑控制器,触摸屏调节显示,操作简便直观,性能优越,焊接质量稳定,调节精度高,焊接参数小调节单位为ms级,提高了焊接参数的控制精度。且具有功率因数自动校正,变压器过热保护,电流自动控制和检测,在焊接前会先行检测输入电压,频率等多项数据,焊接时焊接电流显示功能,以确保焊机在正常状态下运行及确保焊接质量。机身结构采用立式结构,结构设计合理强度高;整机主要由机身,加压部导向部件,中频变压器,中频逆变器,中控制器,水路系统,气路系统和焊接电极等组成。
2、 机架:
采用优质钢板焊接而成,经过消除内应力后精加工而成。钢性和抗绕度方面经过严格 计算并加上安全系数后进行选材。确保焊机的整体钢性强度及抗绕度,而且长期使用不变形。
3、 加压机构:
采用垂直加压式,电磁气阀与气缸以短距离连接,大大加快动作的反应速度,提高生产效率;加压导向机构采用自润滑轴承导杆导向,该机构具有良好的随动性;减小加压时电极对工件的冲击力,防止打伤工件和焊时凹坑过深、减少电极的变形、磨损。
4、气动系统:
- 焊接工作缸采用优质气缸,焊接时不偏载,气缸焊接压力采用无油自润气缸筒。设备自配了储气罐,以稳定气源压力。采用预压、锻压系统,预压采用较小压力,增大工件接触电阻方便焊接,防止将凸点压变形影响焊接质量。在放电焊接完成的一瞬间,锻压启动,上电极以更大压力、极快速度将熔融状态的凸点下压,并保持此压力直至一个焊接程序完成,得到焊接质量,密封性及焊接强度都会更好。
5、 水冷循环系统:
采用并联分组冷却方式,分别冷却中频变压器、逆变系统及电极头,将焊接工作过程中产生的热量及时带走,以稳定焊点质量、延长电极和相关元件的使用寿命。进水口处设有流量计,球阀和水过滤器,方便观测和更换点焊电极。
6、中频变压器:
采用进口优质铁芯,变压器体积小重量轻,焊接变压器频率为1000 Hz,且变压器整流二极管采用德国进口二极管整流,质量稳定可靠,把交流转变为直流提供焊接使用,能量损失小,可以节省更多的能源,降低焊接成本;绝缘等级达F级:变压器经调压温升试验,保证在负载持续率为50%时达到额定功率,短路电流为80KA,完全满足工作强度和焊接强度要求。且变压器次级铜板之间联接处全部进行镀银处理,大大降低了次级铜板间的接触电阻,减少损耗提高了变压器的功率因素,中频电源比传统工频电源节能50%以上。
7、中频逆变器:
引进德国“博世”先进的技术结合多年的焊接经验由本公司加拿大工程师开发而成,其主要逆变器件如IGBT,SCR及驱动模块全部采用德国进口元件确保其质量的可靠和稳定性。
8、中频控制系统:
a) 外箱、整流电路、滤波电路、功率开关电路、检测电路及焊接控制器等组成.
b) 模块式结构之可控硅除高度安全外,更完全与大地回路隔离,不会因泠却水之洁净问题而产生不可预料之事故。
c) 焊接控制器:焊接控制器由PLC,可控硅驱动板,多功能保护及缺相检测板,功能控制板等多个部份组成.焊接控制器采用多个微控制器组成,操作界面触摸屏调节显示。控制器采用多位微控制器互相配合分工运作,直读式操作系统,易于操作,可储存多组焊接参数,除基本常用之设定参数外,更设有焊点记数和焊点设定,焊点记数是当点焊机每完成焊接一次焊接后便进行加1记数,可以计算焊点次数,便于管理; 焊点设定是使用者可预先设下要求之焊接点数,当点焊机工作至该设定点数时,点焊机自动停止工作,此功能便于使用者定时检查或修护电极,保证焊接质量;
d) 自动诊断功能,在每次焊接前会先行测量输入电流,电压、频率、冷却水流量等多项数据,在焊接时会测量可控硅和IGBT之导通状态,以确保点焊机在正常下运行。