减震器吊环中频点焊机焊接方法
发布时间:2018/01/31
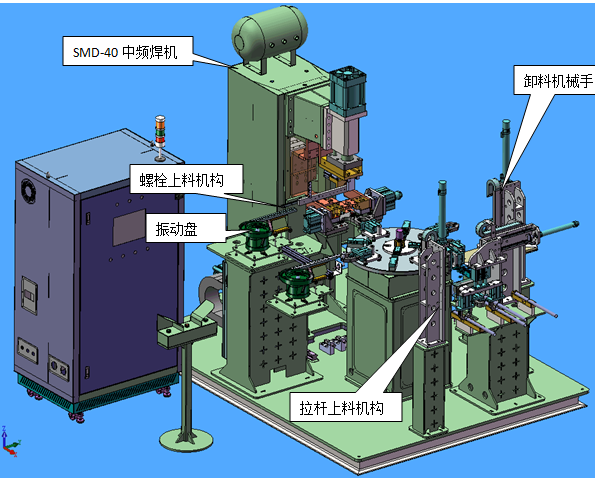
根据工件形状及焊接工艺要求,我们推荐采用一套6工位的分度转盘及工装系统一套MD-40的中频点焊机逆变直流焊接电源、一套拉杆上料系统、一套盖帽上料系统、一套吊环上料系统,一套卸料机构及程序监控检测系统等。自动上料,自动焊接,自动卸料。人工将拉杆码放在料斗里(或者前期工序的流水线下来),拉杆上料机构将拉杆抓取、旋转成垂直状态,然后移送到上料工位的工装夹具内。第二工位为盖帽上料工位,盖帽由振动盘排料送出,机械手抓取套入拉杆内。第三工位为检测工位,无工件或无盖帽,焊接工位将不进行焊接。第四工位为焊接工位,吊环送料系统将吊环送至上电极的工装内,然后夹紧气缸将环夹紧。中频点焊机下电极将工件左右夹紧,上电极带着吊环下压焊接。第五工位备用。第六为卸料工位,将焊接完成的工件从工装中取出,旋转90度后放入接料框内(或者放入下一工序的流水线上)。