
马达转子自动中频点焊机方案与应用
- 工件原始状态及工艺要求
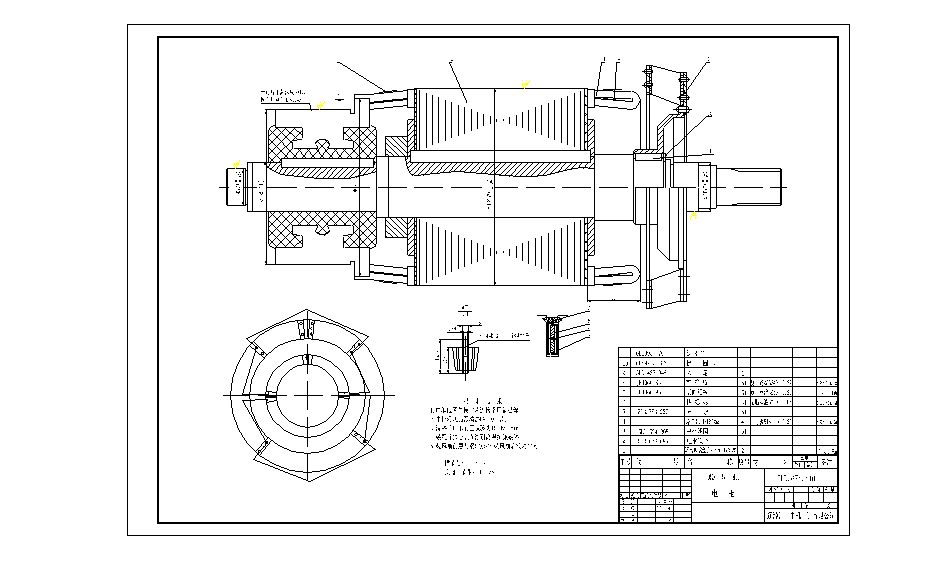
- 多槽,槽数不等;
- 焊接稳定可靠。
- 全自动转动焊接。
(针对不同的工件的焊接点数,通过中频点焊机控制面板可直接进行调整;)
- 焊接方案
根据生产效率及焊接工艺要求,特采用中频逆变式点焊机全自动焊接机,该机由独立的中频点焊机焊接电源组成。主要为焊接时提供热源。阻焊控制箱采用我公司自主开发的三脉冲变频点焊机控制箱。电枢分度采用进口伺服马达进行驱动,分度精度可达到±0.02deg。该焊机选用PLC+人机界面最优控制理论,模块化电路控制,可有效避免各种干扰,以达到各种焊接控制过程,实现多组参数存储等功能。该机为人工上工件,全自动分度、焊接,人工卸料。
- 变频点焊机结构简图:(外形尺寸约:810X650X1600)
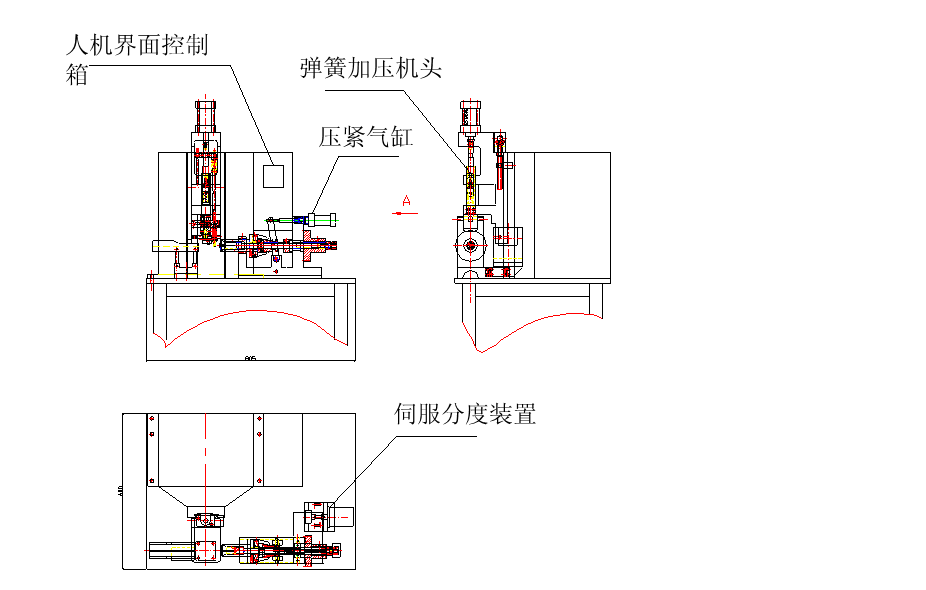
中频点焊机主要结构
- 机架
由钢结构件焊接,消除内应力后经精加工而成,长期使用不变形,外表美观。
- 点焊机生产厂家控制系统
选用三菱PLC+人机界面联合控制,不但操作方便而且整机动作全过程无触点接通,一次性输入程序,动作转换精确,操作方便灵活,工作效率高。阻焊控制系统采用恒电流控制,确保电流输出的稳定性,双脉冲电流功能为焊接工艺提供必要的条件。
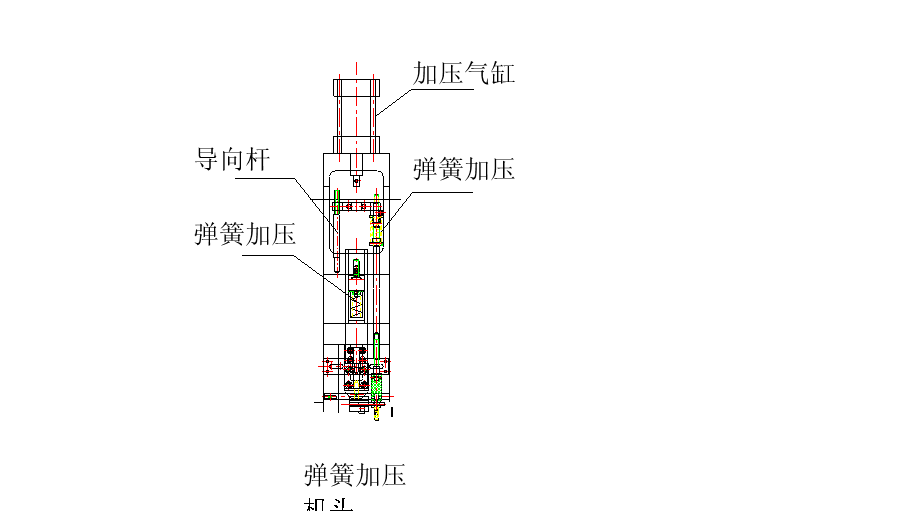
- 点焊机弹簧加压机头
由气缸提供压力,经弹簧加压装置后输送至电极,这样不会由于气压的波动而导致电极压力波动,输送到电极的压力恒定自动焊机厂家。
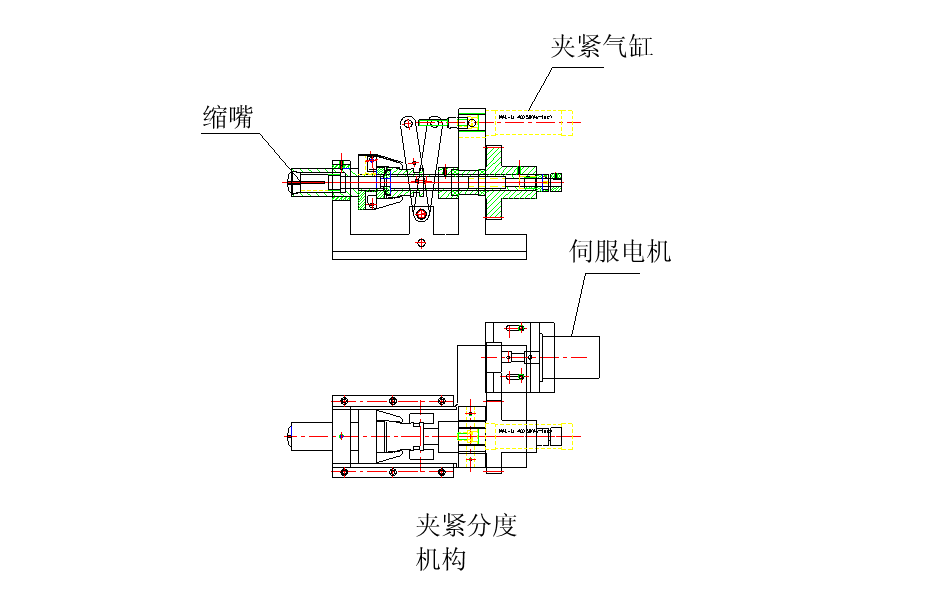
④分度压紧装置(如下图)
分度压紧装置气压式旋转压紧机构,由进口伺服电机经同步皮带驱动直接分度。
五、主要零部件配置
1、中频点焊机焊接变压器 沈阳骏瀚
2、气动元件 台湾品牌
3、伺服电机 台湾品牌
4、电极材料 钨铜合金
5、PLC 日本“三菱”
6、人机介面 日本“三菱”
7、阻焊控制器 沈阳骏瀚
8、整流管 合资“砚峰”
六、变频点焊机主要技术参数
- 输入电压:单相、380±10%,50HZ。
- 功率:100KVA。
- 负载持续率:50%。
- 输入电源对机身绝缘电阻≥2.5MΩ。
- 噪声≤72db。
- 冷却水流量≥12L/分钟。
- 气源≥0.5MPA。
- 工作环境:-4°《温度≤40°;相对温度≤90%。
七、操作流程
设备在通电、通水、调整好参数、备焊状态下:操作者把转子放到缩嘴(接口处向上,第一点焊接电流相对较大,靠目视对位) —→ 启动按钮 —→ 夹紧机构动作把工件夹紧—→焊机开始按预编好动作分别下压、焊接 ……转动……—→ 焊接完成—→ 人工取料 —→ 待机
- 工件要求:
工件须一致性好且表面整洁;