
中频点焊机在汽车电机输出端子线与端子(铜线鼻子)焊接中的应用
工件结构:连接板总成
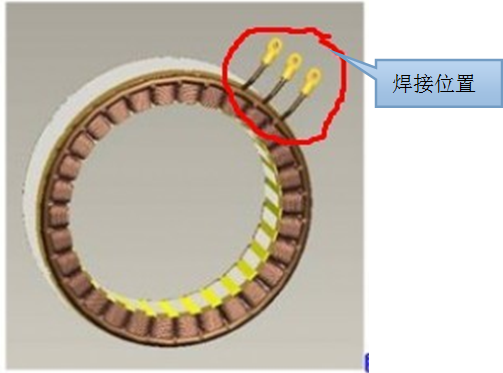
对被焊件的要求:
材料:紫铜;
所提供焊接机除须满足20根(线径¢1mm),16平方毫米的铜线焊接;
电机外径范围: 150~400mm;
电机内径范围: 50~350mm;
电机高度范围: 30~100mm。
三、中频点焊机的基本结构:
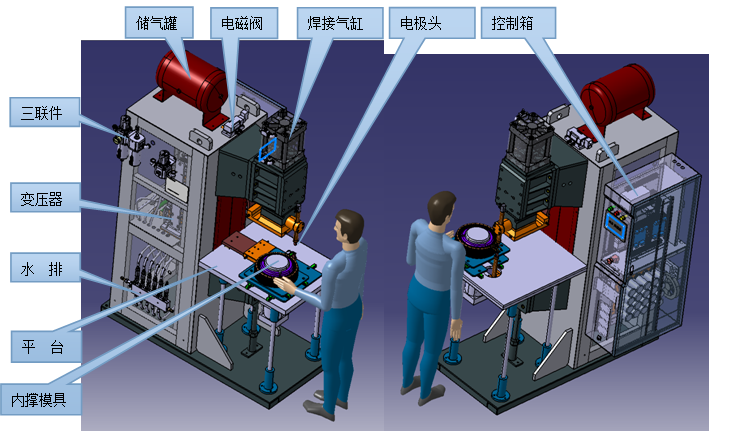
电极头示意图

冷却水箱

四、中频点焊机MD-60的特点:
焊接电源采用一套MD-60逆变中频点焊机焊接电源,目前比较好的中频逆变技术。微电脑控制器,触摸屏调节显示具有如下特点:
l 操作简便直观,性能优越,焊接质量稳定;
l 调节精度高,焊接参数最小调节单位为ms级,提高了焊接参数的控制精度。
l 焊接电流为直流,当二次绕组中有磁性材料时,不会影响焊接;
l 具有功率因数自动校正,变压器过热保护,电流自动控制和检测功能;
l 在焊接前会先行检测输入电压,频率等多项数据;
l 焊接时焊接电流显示功能,以确保焊机在正常状态下运行及确保焊接质量。
l 省电、节能,比传统机型省电30%-50%;
l 三相负载平衡,对电网的波动及压降的适应性更强;
l 减小操作成本,节省每点焊接能量及缩短焊接周期;
l 可焊接范围宽,适合各种较厚、较薄及高传导性的金属焊接,如铝、铜镀锌钢板等。
l 电极部份:采用优质焊接材料合金铜嵌钨块制造,设计合理,水冷充分,最大限度地减少电极在焊接时的损耗,和克服铜电极与铜端子同种材料相亲的特性。
l 逆变中频点焊机主要技术参数
- 焊接机工作频率: 1000Hz
- 焊接机开路电压: 10.5-11.8V
- 焊接机功率: 160KVA
- 焊接电流: 60KA(短路电流)
- 焊接时间最小设置梯度: 1ms
- 焊接控制精度: ±5%
- 焊接控制模式: 恒电流控制
五、MD-60中频点焊机主要技术参数:
|
型号 |
MD-60 |
|
输入电压 |
380±10%(三相) 50HZ |
|
输入功率 |
160KVA |
|
短路电流 |
60KA |
|
负载持续率 |
50% |
|
次级空载电压 |
10.4-11.8V |
|
最大工作压力 |
18000N |
|
气源压力 |
0.6MPa |
|
水源压力 |
1.5-3.0kgf/cm2 |
|
水流量 |
30L/min |
|
开关规格 |
250A |
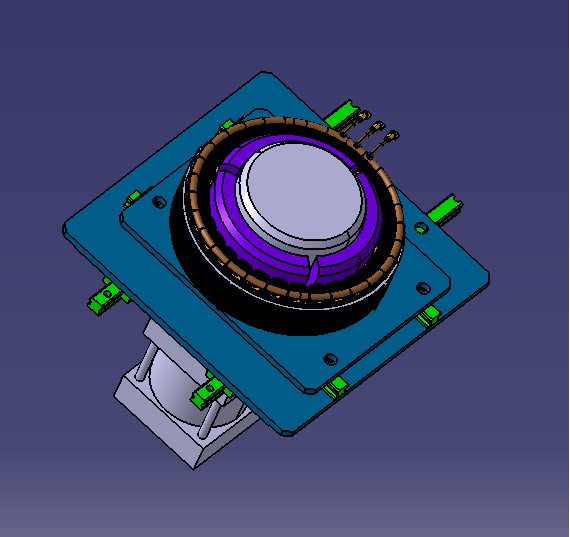
六、涨模模具:本台设备只提供一套客户指定的工件的涨模定位机构。
涨模定位机构在直线滑轨上可以沿X、Y方向滑动,调整到焊接位置后锁紧;整个支撑平台上下(Z向)高度可调,调整到焊接高度后锁紧。
七、主要动作流程:
1、人工调节好焊接工件所需的水、电、气等参数;
2、人工放组装好的电机输出端子线与端子(铜线鼻子)在中心涨模片;
3、人工启动手动气阀;
4、涨模气缸动作,带动涨模心棒动作,涨开外涨套,定位工件内孔;
5、人工X、Y轴移动工件平台;使焊接电极对准第一个焊接位置;
6、人工脚踩脚踏开关;
7、上焊接气缸带上电极头接触并压紧工件;
8、同时焊接变压器放电、焊接、焊接完成、气缸回位;
9、人工X、Y轴移动工件平台;使焊接电极对准第二个焊接位置;
10、人工脚踩脚踏开关;
11、上焊接气缸带上电极头接触并压紧工件;
12、同时焊接变压器放电、焊接、焊接完成、气缸回位;
13、人工X、Y轴移动工件平台;使焊接电极对准第三个焊接位置;
14、人工脚踩脚踏开关;
15、上焊接气缸带上电极头接触并压紧工件;
16、同时焊接变压器放电、焊接、焊接完成、气缸回位;
17、整个焊接完成,人工移动工作平台,并取下工件。
移动工装特点:1、进口直线导轨,行走精度高、阻力小;
2、超限锁定功能,保证夹具在许范围内工作;
3、正反牙螺纹调节平台高度,稳定精确;
4、气动内撑模,方便快捷,更换不同模具,可内撑不同规格工件。