
次级整流电阻焊机的特点

次级整流电阻焊机的特点
二次整流电阻焊电源与其他类型电源相比,有如下特点。
1)输入功率及线电流小,因二次电流为直流,电抗几乎为零,损耗少,用很低的二次电压便可得相当大的焊接电流。在相同焊接效果条件下,这种焊机所需视在功率只有普通工频交流焊机的1/3~1/5。线电流也相应降低,从而使网路波动减小,焊接电流稳定。
2)功率因数高。单相交流电阻焊电源因焊接回路电抗大,功率因数仅40%左右,而二次整流电阻焊电源因频率几乎近于零,其输出功率接近有功功率,功率因数高达95%,图4-2-7为三种电阻焊电源功率因数和输入容量的比较。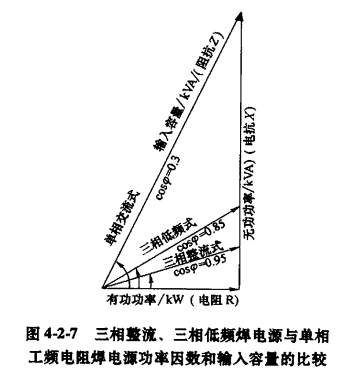
3)结构紧凑,控制线路简单。变压器本身仍为交流工频变压器,不像低频式或电容储能式电阻焊电源需用大型变压器。况且因功率减小,变压器容量小,故重量轻、体积小。控制线路和一般交流工频电源相近,比较简单,最容易实现机械化和自动化焊接。
4)焊接回路内及附近的磁性物质无不利影响,因此不必担心铁磁物质伸入或靠近焊接回路,会使焊接电流减小,而使焊接质量不稳定。可以使用钢制机架,提高焊机刚性和降低焊机制造成本。
5)具有电流自动补偿作用。二次整流电阻焊的焊接回路阻抗非常低,几乎是纯电阻,只有几十微欧。可看作稳定电源,电流可按工件电阻的变化自动调整。例如,当点距小时会引起分流,但并联的分流电阻减小了电极间电阻,提高了电流,结果使焊接处电流得到自动补偿。当工件表面接触电阻过大与电极发生粘附时,电流会略降低而防止飞溅。
从焊接工艺看,二次整流电阻焊电源还具有如下特点。
1)焊接电流不过零值,焊接区温度上升快,故特别适用于导热性好的轻金属焊接。
2)直流加热,避免了交流电幅值下降时冷却所
造成的热量损失,提高了热效率,所需的焊接电流比
交流小,即保证了焊接所必须的能量,又防止因峰值
电流过大而引起的飞溅。
3)缝焊时焊接速度可以大为提高,不受交流频
率的限制。
4)直流电通过强磁性金属时,产生的磁场与电
流无相位差,也无集肤效应,电流在该磁场作用下具
有集束效应,同样大小的电流,采用直流时焊点的电
流密度高,且集中流过焊接中心部位,故在同样情况
下所需用电流比交流电阻焊电源低25%~30%。集
束效应使焊点成形好、穿透力强,对多层钢板点焊有
利。
5)两电极臂间在焊接时,无交流电阻焊机通电
时产生的交变电磁力,故电极压力稳定。
6)二次整流电阻焊电源相当直流电源,主要受回路电阻影响,随着电阻变化(增大),电流也随之变化(减小),这一过程特点很适合凸焊工艺的需要。凸焊开始时,接触面小,电阻大,电源自动限制电流,焊接过程继续,电极下压;接触面增大,电阻减小,焊接电流随之增大,到焊接结束时,焊接区加热,电阻变大,使焊接电流略有减小,避免飞溅。
7)闪光对焊时,二次整流电阻焊电源的电流不过零点,故闪光稳定,闪光颗粒细小,焊接质量好,并可降低闪光电压。与工频交流电源相比,可减小一半左右,从而使电源容量大为减小。对于非紧凑断面的工件闪光时,电流分布均匀。
8)对于二次整流悬挂式点焊机,当焊钳与变压器为分体式时,不必采用粗大的低阻抗电缆。又由于电缆间无交流电所产生的变压电磁冲击力作用,可提高电缆寿命,减轻劳动强度。