中频点焊机凸焊工艺凸焊点的形状
发布时间:2023/10/13

中频点焊机凸焊点的形状
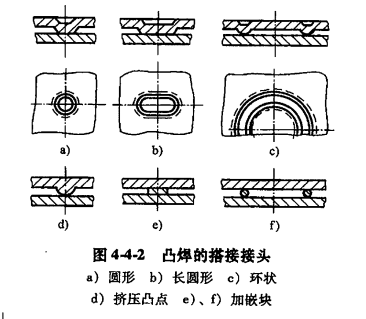
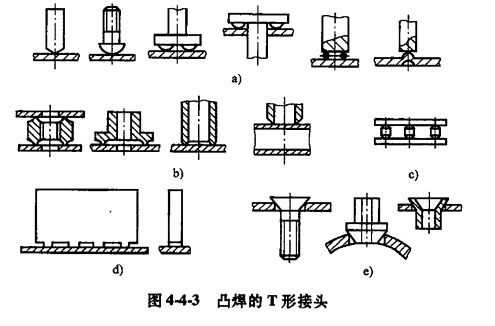
搭接接头的凸焊点可以是图形、长圆形和环形。环形凸“点”焊后能形成环状强固的密封接头。凸焊点通常通过冲压或挤压方法来制备。当在焊件上制备凸点有困难时,可以在焊件之间加嵌块的方法代替凸焊点,如图4-4-2e、f所示。若使用特殊成分的合金嵌块,就可获得合金化的接头,以提高接头的力学性能。T形接头的凸焊点须在待连接端面上制备,一般,用机械加工方法加工成“V”形、半球形或凸环形,也可充分利用零件原有的型面、倒角、孔洞等构成凸焊所需的点或线的接触,如图4-4-3e所示。十字交叉接头也是利用了焊件外型面之间的点或线接触形成焊接所需的凸“点”。