
JL-08A闪光对焊机控制器说明书
发布时间:2019/09/11
JL-08A
闪光对焊机控制器
使
用
说
明
书
目 录
一、主要特点………………………………………………… 3
二、主要技术参数…………………………………………… 3
三、使用方法…………………………………………………4
3.1面板说明………………………………………………4
3.2工作时序…………………………………………… 5
3.3参数介绍…………………………………………… 6
3.4应用接线图………………………………………… 6
3.5注意事项…………………………………………7
一、主要特点
焊接过程由微机进行闭环控制,在电网电压波动和焊接负载变化的情况下,都可保证焊接电流稳定,因而保证焊点质量。
可存储40套规范参数。
具有单点焊和连续点焊功能。
可进行两脉冲焊接控制,特点适用于厚板焊接。
具有电流斜坡上升、斜坡下降功能。
具有焊点计数功能。
具有断电数据保存功能,断电十年数据不丢失。
二、主要技术参数:
参数设定范围: 见编程参数表(附表1)
电 源: 单相AC220/AC380V,50/60Hz, +10% ~ -20%
环境温度: 0-500C
湿 度: ≤90%
可 控 硅: ≤800A(根据需要可调整)
三、使用方法:
3.1面板说明

计数器清零:在计数状态下按“—”号键,即可清零。
3.2工作时序

T1:预压时间
T2:推动时间
T3:闪光时间
T4:焊接时间
T5:退回时间
T6:休止时间
3.3参数介绍
本机可进行二段脉冲焊接控制,第一段为闪光,可设置闪光时间和闪光电流。第二段为带电顶锻焊接,可设置焊接时间和焊接电流。各项参数简介如下:
(1)预压时间、推动时间、闪光时间、冷却时间、焊接时间、缓降时间、退回时间、休止时间;均以周波为单位,范围0-999。(50Hz时,一个周波=1/50秒,即0.02秒)
(2)焊接电流:以百分比%为单位,范围20.0%-99.9%。
3.4应用接线图:
输入起动端子连接图:
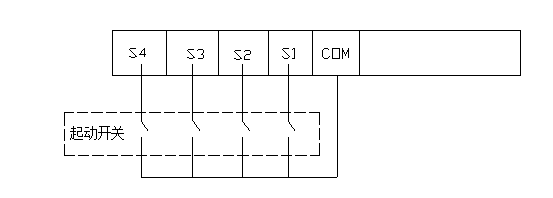
通常情况下,只需将脚踏开关接到S1和COM即可。
2控制箱输出端子说明图:

3.5注意事项:
(1)控制箱使用时,机箱壳体必须牢靠固定。
(2)通电使用时,不允许打开控制器箱体,更不允许用手随便触模箱内各部分,以免触电(箱内有380V的高压)。
(3)检查内部接线与控制板接线时,务必切断电源。
(4)不允许用手触模控制板上的组件,否则会有静电损坏组件的可能。